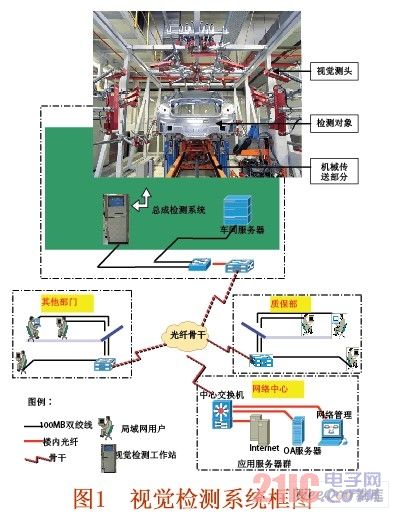
Welding is one of the important processes in the automotive manufacturing process and has high technical requirements. Therefore, the welding quality must be well tested. The traditional detection method usually uses a three-coordinate measuring machine, but this method is complicated in operation, slow in speed, long in cycle, and can only perform sampling inspection on the workpiece. As a new type of detection method, visual inspection has the advantages of large-scale, non-contact, intuitive, fast, high precision, etc. It can be applied to the online detection of automobile body and timely feedback the error information of the product, which not only improves the qualification rate of the product, At the same time, it also provides closed-loop feedback size control means for process improvement and error reduction, which meets the quality engineering requirements of modern manufacturing. Figure 1 shows a block diagram of a general vision inspection system in which the visual probes are various types of vision sensors.
This article refers to the address: http://
The key dimensions of the laser vision inspection system body are mainly the size of the windshield glass window, the edge position of the door installation, the position of the positioning hole and the positional relationship of each sub-assembly. Therefore, the visual sensors are mainly distributed near these positions, and the corresponding edges are measured. The spatial position and size of the sides, holes and surfaces are generally fixed measurement systems. A measuring station is designed on the production line, and the positioned body is placed in a frame. The frame is composed of vertical and horizontal metal columns and rods, and the visual sensor can be flexibly mounted on the frame as needed. The number of sensors is usually determined by the number of points to be measured, and depending on the form of the points to be measured, the sensors are usually divided into binocular stereo vision sensors, contour sensors and the like.
1, working principle
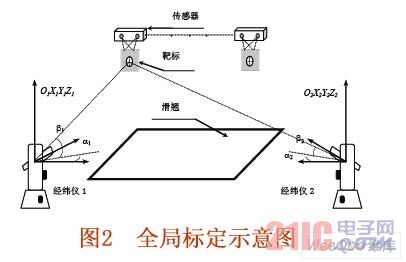
In practical applications, it is common to form multiple visual sensors into one visual inspection station. Each sensor first calculates the coordinates of the measured point in the current sensor coordinate system, and then converges all the visual sensor coordinate systems in the system coordinate system. To complete the measurement. The work of the system is mainly based on the camera model and the three-dimensional measurement model of the stereo vision sensor. In order to obtain the coordinates of the measured point in the body positioning coordinate system, it is necessary to use the standard coordinate system as an intermediary to convert the coordinates of the measured point in the sensor coordinate system to the measured point in the body positioning coordinate system, which requires the sensor The coordinate system and the vehicle body positioning coordinate system are combined with the standard coordinate system, which is called the mediation coordinate unified method. This is done through the process of local calibration and global calibration. The local calibration is based on the principle of lens perspective, which calibrates 12 external parameters from the world coordinate system to the sensor's three-dimensional coordinate system; the global calibration uses the intermediate coordinate system scheme (Fig. 2), and the target is used to determine the corresponding sensor. The transformation matrix of the sensor coordinate system to the theodolite coordinate system completes the unification of the coordinate system.
2. Advanced digital control system
The laser vision inspection system uses advanced CBVM measurement and control software, which can realize all functions of the inspection station through the graphical operation interface, even for unskilled operators. At the same time, the data management and analysis software is responsible for the management of measurement data and the completion of the query and analysis of measurement data by LAN users.
(1) Vehicle data query and analysis
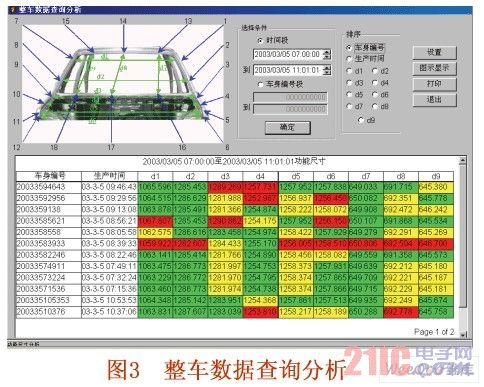
The vehicle data query is based on the entire body and reflects the entire body. The vehicle data query can be inquired according to the production time of the vehicle body, or can be inquired according to the number of the vehicle body. The list of query data can be sorted in a variety of ways: body number and point number, point and body number, production time and production shifts. The data is displayed in three different background colors to reflect the processing error of the measuring point.
(2) Functional size analysis
Functional size analysis is a comprehensive price of multiple points on a body. You can select the body size produced for a certain period of time to perform the function size* price, or you can select the body size within a certain body number section to perform the function size* price. *The body number, production time and each function size are listed in the price list. The display of the data in the table can be sorted according to the selected function size items, or the icon display can be selected (Fig. 3).
(3) Statistical function
The statistics of the test data of the whole production line can be divided into monthly statistics and annual statistics: for the monthly statistical data of the products, you can select statistical conditions, such as the month that needs statistics, the number of unqualified, etc., the form of the chart display can be The pass rate is also the daily output; the annual statistics are counted according to the monthly statistics, so each month's data will be counted in the annual statistics table.
3. Application of laser vision inspection station
With the continuous improvement of the automobile manufacturing level, the laser visual inspection station has been gradually applied. FAW Volkswagen Automotive Co., Ltd. has adopted the system for size control from each assembly, and the faulty parts will be discovered, alarmed and put back in time. Repair area. This ensures that each stage assembly is assembled from a substandard assembly of acceptable size. Not only that, because the data is detected and stored in real time, when problems are found, the manufacturing department can quickly find the problem of the fixture and adjust it in the shortest time (Figure 4).
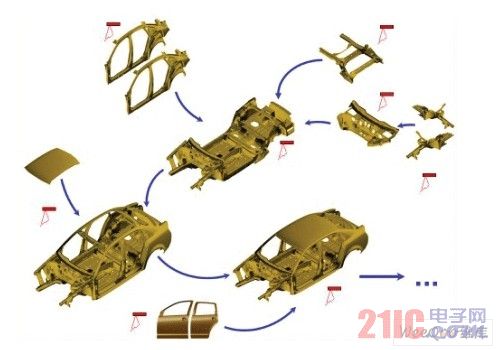
Figure 4 Application of visual inspection system in welding assembly
In addition, laser vision inspection systems are widely used in welding production, such as door assembly, front end cutting and welding, and the formation of rear taillight positioning holes in the rear of the body.
In the traditional process, the lamp mounting hole is welded by a plurality of stamping parts (as shown in FIG. 5), and the accumulated error is large and difficult to control, resulting in poor quality and dimensional instability of the rear tail lamp after installation. The laser vision inspection technology is used, and the punching is performed after the welding of the components is completed. By using the laser on-line measurement, the left and right profiles of the rear taillight are formed into a digital mode, and compared with the digital mode already stored in the controller, The best match size and adjust the robot to complete the punching process.
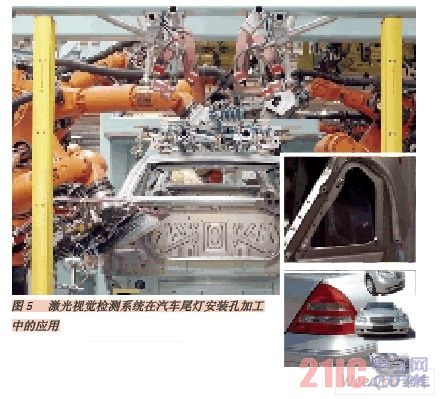
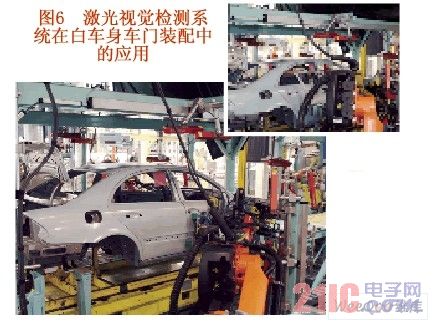
Figure 6 shows an example of the application of laser on-line inspection technology in the assembly of the body-in-white door. The robot-controlled pickup and the laser on-line detection system are controlled by the bus to form a closed-loop system. The real-time dynamic measurement of the laser on-line inspection system in the assembly process of the door cover, the measured data and the standard in the processor are real-time. The comparison of digital and analog data gives the deviation between the measured value and the theoretical value, and adjusts the installation position of the picker in real time to achieve the optimal value of the design. At this time, the flatness and clearance of the door and the side wall will reach the maximum. Good value.
Conclusion
The application of advanced laser on-line inspection systems in different fields of automobile manufacturing has changed some traditional processes in automobile manufacturing to some extent, and it has important significance for promoting the development of automobile manufacturing.
with the wide of 5-24VDC work voltage, is widely used in commercial / office/household, which has four types: single color/CT/RGB/RGBW control . Apply for various kinds LEDs.Base on 2.4GHz wireless multi-zone control, no wiring trouble. different zones can be in different control.simple fashion and decent appearance design.
Unique structure, super easy to install/remove.
high accuracy touching IC+special post-processing ,the touching accuracy is highly strengthened.
Fool type operation, easy to use.Pioneered T-PWM dimming technology makes an almost perfect dimming/ color-mixing performance.Support several remotes to achieve multi-connected control.
Led Strip Light Controller,Rgb Led Strip Light Controller,Led Light Strip Controller,Led Controller System
Guangdong Kamtat Lighting Technology Joint Stock Co., Ltd. , http://www.ip68ledstrip.com