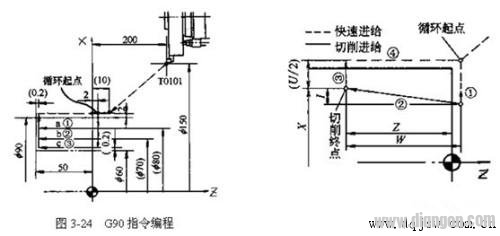
Programming with the G90 command, the workpiece and machining process are illustrated in Figure 3-24. The program is as follows: The cutting cone command format is G90X(U)__Z(W)__I__(F__). As shown in Figure 3-25, X(U) and Z(W) have the same meaning as before. The I value represents the difference between the radius of the tapered surface and the smaller diameter. The sign of the I value depends on whether the starting point of the conical surface is larger than the endpoint or not.
This command is typically used when cutting to a specific size without removing material, especially during roughing and multiple threading operations. It includes several types:
(1) Outer Diameter and Inner Diameter Roughing Cycle Command G71 – This command cuts the workpiece to its pre-finish dimensions. The system automatically sets the shape and tool path based on the final dimensions.
Instruction format: G71 Pns Qnf UΔu WΔw DΔd (F__ S__ T__)
Figure 3-26 shows the outer diameter roughing path using G71. In the figure, point C is the start of the roughing cycle, and point A is where the blank's outer diameter intersects with the end face contour. When used for inner diameter contours, G71 automatically becomes an inner diameter roughing cycle, and Δu should be specified as a negative value.
(2) Face Roughing Cycle Command G72 – Suitable for roughing the end face of cylindrical blanks. Its function is similar to G71, but it only focuses on the axial direction, with the tool moving radially. The loop path is shown in Figure 3-27. The instruction format and address are the same as G71.
(3) Closed Turning Cycle Command G73 – Ideal for roughing when the blank’s shape closely matches the part’s contour, such as in forgings or castings. Using G73 can significantly reduce labor time and improve efficiency. Its function is similar to G71 and G72, but the tool path follows the finished contour. The path is shown in Figure 3-28.
Instruction format: G73 Pns Qnf IΔi KΔk UΔu WΔw DΔd (F__ S__ T__)
(4) Finishing Cycle Command G70 – Used after G71, G72, and G73 to perform the finishing cycle.
Instruction format: G70 Pns Qnf
In this command, ns and nf refer to the same values as in previous instructions. During G70 execution, the F, S, and T values from the ns to nf program are valid. If these values are not specified, the ones from the roughing cycle will be used instead.
Overhead Line Fitting,Short Insulator Pin For Insulator Supporting,Spindle For Insulator,Ceramic Pin Insulator
Shahe Yipeng Import and Export trading Co., LTD , https://www.yppolelinehardware.com